用户名
UID
Email
密码
记住
立即注册
找回密码
只需一步,快速开始
微信扫一扫,快速登录
开启辅助访问
快捷导航
门户
Portal
社区
BBS
资讯
会议
市场
产品
问答
数据
专题
帮助
签到
每日签到
企业联盟
人才基地
独立实验室
产业园区
投资机构
检验科
招标动态
供给发布
同行交流
悬赏任务
共享资源
VIP资源
百科词条
互动话题
导读
动态
广播
淘贴
法规政策
市场营销
创业投资
会议信息
企业新闻
新品介绍
体系交流
注册交流
临床交流
同行交流
技术杂谈
检验杂谈
今日桔说
共享资源
VIP专区
企业联盟
投资机构
产业园区
业务合作
投稿通道
升级会员
联系我们
搜索
搜索
本版
文章
帖子
用户
小桔灯网
»
社区
›
C、IVD技术区
›
微流控技术
›
热塑性微流控键合研究进展
图文播报
2026庆【网站十三周
2025庆【网站十二周
2024庆中秋、迎国庆
2024庆【网站十一周
2023庆【网站十周年
2022庆【网站九周年
返回列表
查看:
8573
|
回复:
0
[分享]
热塑性微流控键合研究进展
[复制链接]
balabala
balabala
当前离线
金桔
金币
威望
贡献
回帖
0
精华
在线时间
小时
发表于 2025-1-17 15:40
|
显示全部楼层
|
阅读模式
登陆有奖并可浏览互动!
您需要
登录
才可以下载或查看,没有账号?
立即注册
×
微流控是一种多学科技术,在生物医学、能源、化学和环境等各个领域都有应用。热塑性塑料是聚合物微流控中最突出的材料之一。良好的机械刚度、有机溶剂低电阻率、酸碱低电阻率和低吸水率等特性使热塑性塑料适用于各种微流控应用。然而,由于各种各样的键合方法和要求,热塑性塑料的键合十分具有挑战性。这篇文章总结了目前用于制造热塑性微流控器件的键合工艺,并对不同的键合策略进行了比较,以帮助研究人员为微流控器件组件找到合适的键合方法。1.简介微系统技术(MST)是一种多学科技术,将电子、机械、光学或化学设备集成在微型系统中。微流控学源于MST,涉及流体成分,自1990年Manz等人引入以来发展迅速。迄今为止,经过30多年的发展,微流控或其相关术语,如微全分析系统(μTAS)或芯片实验室设备(LOC)已广泛应用于各个领域。在微流控发展的早期阶段,硅和玻璃是器件制造的主要材料。随着微流控制造的发展,聚合物材料逐渐取代了硅材料,主要是因为它们具有简单、低成本和一次性的优点。在聚合物微流控中,聚二甲基硅氧烷(PDMS)和热塑性塑料是两种主要材料,这两种材料在微流控应用中都呈现出各自独特的特点。如图1所示,自1998年左右PDMS和热塑性塑料首次在微流控中引入以来,这两种材料都迅速发展,在2014年左右达到成熟阶段。目前,PDMS和热塑性塑料在微流控装置的商业化中都发挥着重要作用。添加图片注释,不超过 140 字(可选)图1. 微流控中PDMS和热塑性塑料的发展趋势。PDMS是一种弹性体材料,可在外力或压力作用下变形。PDMS微阀和PDMS泵的发明还允许复杂的流体操作和大规模的集成。由于PDMS具有高的气体介电常数和光学透射率,所以它是一种非常有吸引力的材料,适用于细胞微流控或器官芯片的应用。此外,通过光刻工艺制造PDMS器件也是简单可靠的,这使研究人员能够在实际应用中快速轻松地制造PDMS微器件。尽管具有上述优点,PDMS在微流控应用中仍有一些局限性。如溶剂溶胀、疏水分子吸收、缺乏机械刚度或低生产能力等问题。热塑性塑料是应用范围最广的工程聚合物之一。热塑性塑料,如聚甲基丙烯酸甲酯(PMMA)、聚碳酸酯(PC)、聚苯乙烯(PS)或环烯烃聚合物/共聚物(COC/COP),已广泛用于聚合物微流控(图1)。与PDMS相比,热塑性塑料具有良好的机械刚度、低有机溶剂电阻率、低酸碱电阻率和低吸水率。这些优点使热塑性塑料成为许多生物分析应用的理想材料。微流控中的热塑性键合策略微流控中的热塑性键合方法可分为直接方法和间接方法。直接键合被定义为热塑性塑料在键合界面中无需额外材料或试剂层的情况下“直接”键合的过程。诸如热熔键合、溶剂键合、物理表面改性和超声波/激光焊接的接合方法被归类为直接接合方法。另一方面,间接键合被定义为使用其他材料(如环氧树脂、胶带或化学试剂)来辅助键合。热塑性键合方法,如键合剂键合、化学表面改性和使用键合剂、化学试剂或金属层的微波键合,被归类为间接键合方法。2.直接粘接2.1热压键合热压键合是一种通过将热塑性材料加热到接近或高于其玻璃化转变温度(Tg)并同时施加压力来密封微流控装置的过程。当加热到接近或高于其Tg时,热塑性塑料变成橡胶状,并且可以在施加压力时变形。在加热和施加压力后,聚合物链通过键合界面的相互扩散“融合”在一起。热压键合是一个简单的过程,由于不存在中间键合材料,因此在键合后能够形成均匀的微通道表面。由于其键合机理简单,具有多种优点,是目前应用广泛的热塑性微流控芯片密封方法。由于热压键合是通过将热塑性基材加热到Tg以上来实现的,因此温度的快速降低会导致微通道的变形。热塑性微流控装置的适当键合需要最佳的键合参数(温度、压力、时间等)。所选择的参数应该能够以所需的键合强度键合,而不会使微通道变形。PMMA基板的热压键合是通过在112℃的真空加热炉中在10毫巴的真空压力下加热60分钟来实现的,这导致在两个PMMA片之间的界面处紧密组装,通道中的尺寸保持良好。热压键合过程中的高温导致材料的机械性能发生变化,从而导致微通道在力的作用下变形。为了获得高质量的微通道,应当降低接合的温度。等离子体、紫外线(UV)辐射或化学处理可以帮助降低热塑性塑料的键合温度,以及提高热塑性键合中的键合强度。2.2.溶剂键合溶剂键合是用于微流控应用的热塑性塑料的永久键合的一种广泛实践的方法。它是一种常用的技术,它具有以下优点,如低成本、良好的光学清晰度、在低温下快速键合,特别是其高键合强度性能。该方法包括将溶剂以液相或气相的形式施加在键合表面上,从而溶解聚合物基底的表面层,然后溶剂层充当键合的“键合剂”。溶剂分子必须克服每个键合表面上的聚合物分子之间的范德华力,才能发生溶剂键合,这导致聚合物链具有更高的自由度。当两个溶剂软化的表面接触时,来自两个表面的聚合物链彼此键合。在溶剂开始蒸发后,缠结的链变得越来越紧密,并在溶剂完全蒸发后完全停止聚合物运动。2.3.物理表面改性热塑性塑料的表面处理用于键合热塑性微流控装置,以及增强两个材料之间的键合强度。这是通过增加热塑性材料的表面能来实现的,这导致表面亲水性的增强。热塑性微流控的表面处理和改性通常通过物理或化学方法实现。物理改性方法使用紫外线或等离子体来处理热塑性表面。在键合界面处没有额外的材料或试剂。因此,物理表面改性键合被归类为直接键合方法。物理表面处理主要产生极性官能团,这些官能团可以帮助形成强共价键或氢键。它们还导致聚合物断链,这降低了分子量,导致Tg降低,从而有助于在低温下键合的热塑性微流控装置的粘附。2.4.超声波和激光焊接超声波焊接和激光焊接都是焊接接合工艺,不需要键合剂或溶剂等异物。它们可以完全键合热塑性材料,也可以局部焊接。超声波焊接通过超声焊极(焊头)和砧座之间20~40kHz或更高频率的超声波传播引起的局部熔化来连接塑料。超声极产生的振动通过能量导向器集中在键合区域。分子间和边界摩擦产生热塑性塑料融合所需的热量。超声波焊接装置和超声波焊接设备不同部件(即超声波焊头、砧座和夹具)的示意图如图2A所示。对热塑性塑料超声波焊接加热过程的研究表明,焊接过程由界面摩擦开始,温度达到Tg后通过粘弹性加热继续进行。超声波键合是一种快速、低温的接合工艺,可产生具有高接合强度的接头。超声键合循环时间短,相对经济,因此优选用于微流控芯片的大规模生产。添加图片注释,不超过 140 字(可选)图2(A)(a)超声波键合完整设置。(b) 超声波粘接装置示意图。(B)自平衡夹具。超声键合具有一些局限性,例如由于聚合物的收缩而难以调节微通道高度,以及由于键合能量分布不均匀而导致过度融合。已经提出了解决方案来减轻这些限制。Lee等人开发了一种半球形自平衡夹具,该夹具有助于在超声波键合过程中精确调整和密封异质微观结构。图2B展示了使用传统夹具和自平衡夹具的不同键合工艺。自平衡夹具正确对齐微流控装置,以最大限度地减少键合故障。激光焊接是用于键合热塑性基材的另一种局部焊接方法。激光透射焊接(LTW)涉及在待键合的两个热塑性材料的界面处进行局部加热。因此,其中一种塑料需要对激光辐射具有光学透明性,而另一种必须具有吸收性。这种材料吸收的激光能量会引起电子键的振动,然后通过对流和辐射将热量传递到周围环境。当加热到Tg以上的温度达到熔化温度时,在施加压力以增加配合接触力的同时形成焊缝。激光焊接不适合制造完全透明的微流控装置。为了制造透明微流控装置,姜等人提出了一种激光微焊接技术解决了这个问题。3.间接粘接3.1粘接在传统的塑料加工中,使用键合剂组装塑料零件是一种广泛应用的工艺。这种方法快速、简单且成本较低,可用于微流控装置制造的均匀键合。液态键合剂和干键合剂都用于热塑性键合。该液态键合剂为合成树脂,当加热时,该合成树脂在热塑性界面处形成键合。键合剂键合方法的最简单形式是在热塑性片材上直接施加键合剂。最近,已经引入了不同的方法,如旋涂、直接键合剂印刷、毛细管驱动的键合剂递送和印模键合,用于在键合表面上应用键合剂。其中一种键合剂应用过程,旋涂,如图3A所示。将UV键合剂旋涂在具有微柱的热塑性基材上。然后,在通过紫外线曝光固化之前,使用真空法施加恒定压力进行键合。添加图片注释,不超过 140 字(可选)图3 (A)键合剂键合过程示意图3.2化学表面改性物理或化学表面改性都用于热塑性材料的键合。虽然物理表面改性使用紫外线/臭氧或等离子体处理,但化学表面改性键合使用化学试剂活化热塑性表面以进行键合。由于在键合界面中施加了额外的化学试剂或涂层以增加微流控装置的表面能或增强键合强度,因此该方法被定义为间接键合方法。对于化学表面改性,使用化学试剂如APTES、三甲氧基硅烷(ECTMS)、(3-三乙氧基硅烷基)丙基琥珀酸酐(TESPSA)和甲基丙烯酸3-(三甲氧基硅基)丙基酯(TMSPMA)。这些化学物质增加了底物的表面能,并通过试剂和底物之间形成强共价键将其键合。使用ECTMS改性的PDMS与经APTES和ECTMS处理的热塑性塑料的键合示意图如图4所示。添加图片注释,不超过 140 字(可选)图4 化学处理的PDMS-热塑性基材的键合示意图。3.3微波键合微波键合技术利用微波加热压键合界面中的导电层,实现热塑性基材之间的键合。因此,它被定义为一种间接键合方法。由于键合界面处的局部加热,避免了整个热塑性基材的过度加热,防止了微通道变形。与其他键合方法相比,微波键合具有较少的微通道堵塞考虑因素。微波键合的典型键合强度为1~2MPa,处理时间约为35~120s。微波键合的优点是通过导电图案设计提供选择性加热和局部熔化,并且只需要低成本的设备(如家用微波炉)即可进行键合过程。然而,该工艺需要额外的金属或导电层沉积步骤,这可能会增加制造工艺和微流控芯片设计的复杂性。4.结论和未来展望目前,微流控技术已经成熟,越来越多的微流控设备成功地转化为商业化产品,用于实际应用。在这一新阶段,将需要可靠、低成本和高通量的热塑性键合方法。微流控装置将被推进到更复杂和高度集成的装置。
微流控是一种多学科技术,在生物医学、能源、化学和环境等各个领域都有应用。热塑性塑料是聚合物微流控中最突出的材料之一。良好的机械刚度、有机溶剂低电阻率、酸碱低电阻率和低吸水率等特性使热塑性塑料适用于各种微流控应用。然而,由于各种各样的键合方法和要求,热塑性塑料的键合十分具有挑战性。这篇文章总结了目前用于制造热塑性微流控器件的键合工艺,并对不同的键合策略进行了比较,以帮助研究人员为微流控器件组件找到合适的键合方法。
1.简介
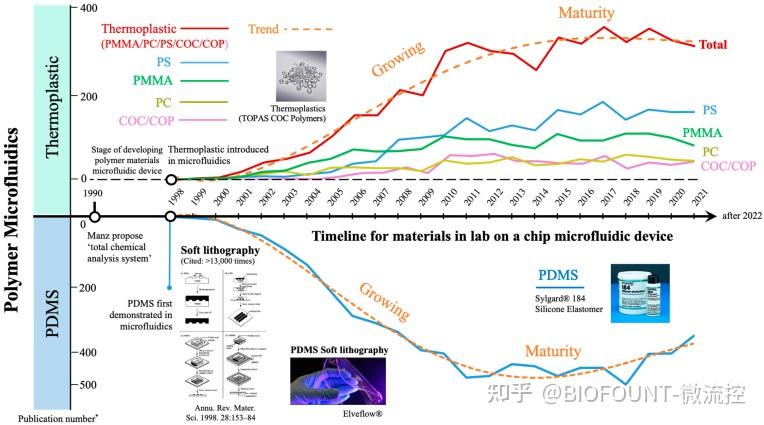
微系统技术(MST)是一种多学科技术,将电子、机械、光学或化学设备集成在微型系统中。微流控学源于MST,涉及流体成分,自1990年Manz等人引入以来发展迅速。迄今为止,经过30多年的发展,微流控或其相关术语,如微全分析系统(μTAS)或芯片实验室设备(LOC)已广泛应用于各个领域。在微流控发展的早期阶段,硅和玻璃是器件制造的主要材料。随着微流控制造的发展,聚合物材料逐渐取代了硅材料,主要是因为它们具有简单、低成本和一次性的优点。在聚合物微流控中,聚二甲基硅氧烷(PDMS)和热塑性塑料是两种主要材料,这两种材料在微流控应用中都呈现出各自独特的特点。如图1所示,自1998年左右PDMS和热塑性塑料首次在微流控中引入以来,这两种材料都迅速发展,在2014年左右达到成熟阶段。目前,PDMS和热塑性塑料在微流控装置的商业化中都发挥着重要作用。
图1. 微流控中PDMS和热塑性塑料的发展趋势。
PDMS是一种弹性体材料,可在外力或压力作用下变形。PDMS微阀和PDMS泵的发明还允许复杂的流体操作和大规模的集成。由于PDMS具有高的气体介电常数和光学透射率,所以它是一种非常有吸引力的材料,适用于细胞微流控或器官芯片的应用。此外,通过光刻工艺制造PDMS器件也是简单可靠的,这使研究人员能够在实际应用中快速轻松地制造PDMS微器件。尽管具有上述优点,PDMS在微流控应用中仍有一些局限性。如溶剂溶胀、疏水分子吸收、缺乏机械刚度或低生产能力等问题。
热塑性塑料是应用范围最广的工程聚合物之一。热塑性塑料,如聚甲基丙烯酸甲酯(PMMA)、聚碳酸酯(PC)、聚苯乙烯(PS)或环烯烃聚合物/共聚物(COC/COP),已广泛用于聚合物微流控(图1)。与PDMS相比,热塑性塑料具有良好的机械刚度、低有机溶剂电阻率、低酸碱电阻率和低吸水率。这些优点使热塑性塑料成为许多生物分析应用的理想材料。
微流控中的热塑性键合策略
微流控中的热塑性键合方法可分为直接方法和间接方法。直接键合被定义为热塑性塑料在键合界面中无需额外材料或试剂层的情况下“直接”键合的过程。诸如热熔键合、溶剂键合、物理表面改性和超声波/激光焊接的接合方法被归类为直接接合方法。另一方面,间接键合被定义为使用其他材料(如环氧树脂、胶带或化学试剂)来辅助键合。热塑性键合方法,如键合剂键合、化学表面改性和使用键合剂、化学试剂或金属层的微波键合,被归类为间接键合方法。
2.直接粘接
2.1热压键合
热压键合是一种通过将热塑性材料加热到接近或高于其玻璃化转变温度(Tg)并同时施加压力来密封微流控装置的过程。当加热到接近或高于其Tg时,热塑性塑料变成橡胶状,并且可以在施加压力时变形。在加热和施加压力后,聚合物链通过键合界面的相互扩散“融合”在一起。热压键合是一个简单的过程,由于不存在中间键合材料,因此在键合后能够形成均匀的微通道表面。由于其键合机理简单,具有多种优点,是目前应用广泛的热塑性微流控芯片密封方法。
由于热压键合是通过将热塑性基材加热到Tg以上来实现的,因此温度的快速降低会导致微通道的变形。热塑性微流控装置的适当键合需要最佳的键合参数(温度、压力、时间等)。所选择的参数应该能够以所需的键合强度键合,而不会使微通道变形。PMMA基板的热压键合是通过在112℃的真空加热炉中在10毫巴的真空压力下加热60分钟来实现的,这导致在两个PMMA片之间的界面处紧密组装,通道中的尺寸保持良好。
热压键合过程中的高温导致材料的机械性能发生变化,从而导致微通道在力的作用下变形。为了获得高质量的微通道,应当降低接合的温度。等离子体、紫外线(UV)辐射或化学处理可以帮助降低热塑性塑料的键合温度,以及提高热塑性键合中的键合强度。
2.2.溶剂键合
溶剂键合是用于微流控应用的热塑性塑料的永久键合的一种广泛实践的方法。它是一种常用的技术,它具有以下优点,如低成本、良好的光学清晰度、在低温下快速键合,特别是其高键合强度性能。该方法包括将溶剂以液相或气相的形式施加在键合表面上,从而溶解聚合物基底的表面层,然后溶剂层充当键合的“键合剂”。溶剂分子必须克服每个键合表面上的聚合物分子之间的范德华力,才能发生溶剂键合,这导致聚合物链具有更高的自由度。当两个溶剂软化的表面接触时,来自两个表面的聚合物链彼此键合。在溶剂开始蒸发后,缠结的链变得越来越紧密,并在溶剂完全蒸发后完全停止聚合物运动。
2.3.物理表面改性
热塑性塑料的表面处理用于键合热塑性微流控装置,以及增强两个材料之间的键合强度。这是通过增加热塑性材料的表面能来实现的,这导致表面亲水性的增强。热塑性微流控的表面处理和改性通常通过物理或化学方法实现。物理改性方法使用紫外线或等离子体来处理热塑性表面。在键合界面处没有额外的材料或试剂。因此,物理表面改性键合被归类为直接键合方法。物理表面处理主要产生极性官能团,这些官能团可以帮助形成强共价键或氢键。它们还导致聚合物断链,这降低了分子量,导致Tg降低,从而有助于在低温下键合的热塑性微流控装置的粘附。
2.4.超声波和激光焊接
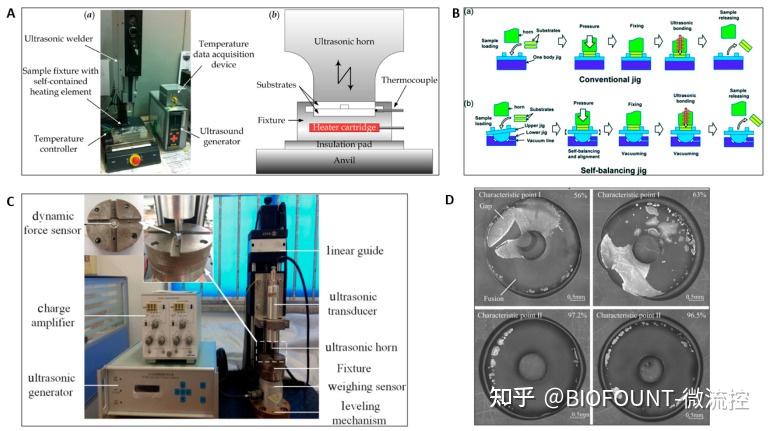
超声波焊接和激光焊接都是焊接接合工艺,不需要键合剂或溶剂等异物。它们可以完全键合热塑性材料,也可以局部焊接。超声波焊接通过超声焊极(焊头)和砧座之间20~40kHz或更高频率的超声波传播引起的局部熔化来连接塑料。超声极产生的振动通过能量导向器集中在键合区域。分子间和边界摩擦产生热塑性塑料融合所需的热量。超声波焊接装置和超声波焊接设备不同部件(即超声波焊头、砧座和夹具)的示意图如图2A所示。对热塑性塑料超声波焊接加热过程的研究表明,焊接过程由界面摩擦开始,温度达到Tg后通过粘弹性加热继续进行。超声波键合是一种快速、低温的接合工艺,可产生具有高接合强度的接头。超声键合循环时间短,相对经济,因此优选用于微流控芯片的大规模生产。
图2(A)(a)超声波键合完整设置。(b) 超声波粘接装置示意图。(B)自平衡夹具。
超声键合具有一些局限性,例如由于聚合物的收缩而难以调节微通道高度,以及由于键合能量分布不均匀而导致过度融合。已经提出了解决方案来减轻这些限制。Lee等人开发了一种半球形自平衡夹具,该夹具有助于在超声波键合过程中精确调整和密封异质微观结构。图2B展示了使用传统夹具和自平衡夹具的不同键合工艺。自平衡夹具正确对齐微流控装置,以最大限度地减少键合故障。
激光焊接是用于键合热塑性基材的另一种局部焊接方法。激光透射焊接(LTW)涉及在待键合的两个热塑性材料的界面处进行局部加热。因此,其中一种塑料需要对激光辐射具有光学透明性,而另一种必须具有吸收性。这种材料吸收的激光能量会引起电子键的振动,然后通过对流和辐射将热量传递到周围环境。当加热到Tg以上的温度达到熔化温度时,在施加压力以增加配合接触力的同时形成焊缝。激光焊接不适合制造完全透明的微流控装置。为了制造透明微流控装置,姜等人提出了一种激光微焊接技术解决了这个问题。
3.间接粘接
3.1粘接
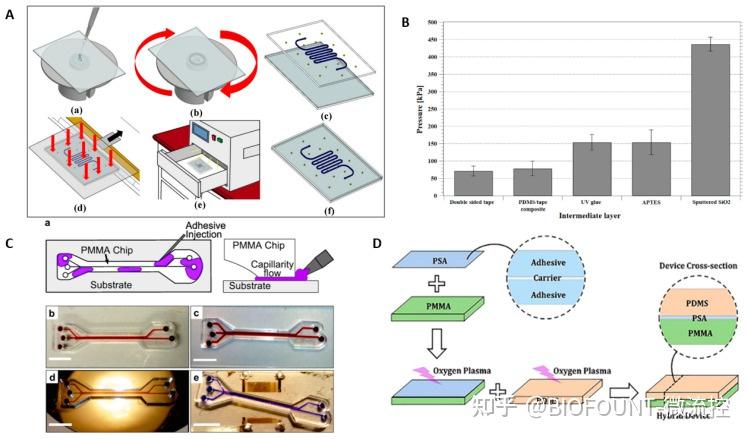
在传统的塑料加工中,使用键合剂组装塑料零件是一种广泛应用的工艺。这种方法快速、简单且成本较低,可用于微流控装置制造的均匀键合。液态键合剂和干键合剂都用于热塑性键合。该液态键合剂为合成树脂,当加热时,该合成树脂在热塑性界面处形成键合。键合剂键合方法的最简单形式是在热塑性片材上直接施加键合剂。最近,已经引入了不同的方法,如旋涂、直接键合剂印刷、毛细管驱动的键合剂递送和印模键合,用于在键合表面上应用键合剂。其中一种键合剂应用过程,旋涂,如图3A所示。将UV键合剂旋涂在具有微柱的热塑性基材上。然后,在通过紫外线曝光固化之前,使用真空法施加恒定压力进行键合。
图3 (A)键合剂键合过程示意图
3.2化学表面改性
物理或化学表面改性都用于热塑性材料的键合。虽然物理表面改性使用紫外线/臭氧或等离子体处理,但化学表面改性键合使用化学试剂活化热塑性表面以进行键合。由于在键合界面中施加了额外的化学试剂或涂层以增加微流控装置的表面能或增强键合强度,因此该方法被定义为间接键合方法。对于化学表面改性,使用化学试剂如APTES、三甲氧基硅烷(ECTMS)、(3-三乙氧基硅烷基)丙基琥珀酸酐(TESPSA)和甲基丙烯酸3-(三甲氧基硅基)丙基酯(TMSPMA)。这些化学物质增加了底物的表面能,并通过试剂和底物之间形成强共价键将其键合。使用ECTMS改性的PDMS与经APTES和ECTMS处理的热塑性塑料的键合示意图如图4所示。
图4 化学处理的PDMS-热塑性基材的键合示意图。
3.3微波键合
微波键合技术利用微波加热压键合界面中的导电层,实现热塑性基材之间的键合。因此,它被定义为一种间接键合方法。由于键合界面处的局部加热,避免了整个热塑性基材的过度加热,防止了微通道变形。与其他键合方法相比,微波键合具有较少的微通道堵塞考虑因素。
微波键合的典型键合强度为1~2MPa,处理时间约为35~120s。微波键合的优点是通过导电图案设计提供选择性加热和局部熔化,并且只需要低成本的设备(如家用微波炉)即可进行键合过程。然而,该工艺需要额外的金属或导电层沉积步骤,这可能会增加制造工艺和微流控芯片设计的复杂性。
4.结论和未来展望
目前,微流控技术已经成熟,越来越多的微流控设备成功地转化为商业化产品,用于实际应用。在这一新阶段,将需要可靠、低成本和高通量的热塑性键合方法。微流控装置将被推进到更复杂和高度集成的装置。
原文地址:https://zhuanlan.zhihu.com/p/679572456
回复
举报
返回列表
发表回复
高级模式
B
Color
Image
Link
Quote
Code
Smilies
您需要登录后才可以回帖
登录
|
立即注册
本版积分规则
发表回复
回帖后跳转到最后一页
浏览过的版块
临检实验室(ICL)
关闭
官方推荐
/3
AI助手<小桔子>来了!
欢迎来交流,可以回答IVD行业各类问题!
查看 »
IVD业界薪资调查(月薪/税前)
长期活动,投票后可见结果!看看咱们这个行业个人的前景如何。请热爱行业的桔友们积极参与!
查看 »
小桔灯网视频号开通了!
扫描二维码,关注视频号!
查看 »
返回顶部
快速回复
返回列表
客服中心
搜索
洽谈合作
关注微信
微信扫一扫关注本站公众号
个人中心
个人中心
登录或注册
业务合作
-
投稿通道
-
友链申请
-
手机版
-
联系我们
-
免责声明
-
返回首页
Copyright © 2008-2024
小桔灯网
(https://www.iivd.net) 版权所有 All Rights Reserved.
免责声明: 本网不承担任何由内容提供商提供的信息所引起的争议和法律责任。
Powered by
Discuz!
X5.0 技术支持:
宇翼科技
浙ICP备18026348号-2
浙公网安备33010802005999号
快速回复
返回顶部
返回列表

 /3
/3 

 浙公网安备33010802005999号
浙公网安备33010802005999号 






 2026庆【网站十三周
2026庆【网站十三周 2025庆【网站十二周
2025庆【网站十二周 2024庆中秋、迎国庆
2024庆中秋、迎国庆 2024庆【网站十一周
2024庆【网站十一周 2023庆【网站十周年
2023庆【网站十周年 2022庆【网站九周年
2022庆【网站九周年

 发表于 2025-1-17 15:40
发表于 2025-1-17 15:40